Customer, Challenge & Risks
Our customer was the engineering director and the operators on the shop floor of a world-class compression molding facility located in the Northeast, USA. The company focuses on compression molded parts for the AEROSPACE, AUTOMOTIVE, ELECTRONICS, ENERGY, and AGRICULTURAL industries. Their team had the initiative to automate the secondary process of a press-molded part. This secondary process included the de-flashing of all edges, drilling, milling, and tapping holes.
This secondary process was currently being done manually by a team of four individuals using orbital sanders, air tools, a dedicated machine with self-feed drills, another self-feed tapper machine, and multiple hand de-burr tools.
The existing three-step process was very labor-intensive and posed serious ergonomic concerns handling the large part. Plus, due to the polymer glass-filled part, it also exposed the operators to abrasive dust particles in the air.
This application also had to accommodate twelve different part configurations within the part family. Finally, the entire operation had to be completed in less than 70 seconds to avoid creating any new bottlenecks.
Solution
Pioneer Industrial Systems was recommended to our customer by a mutual vendor that observed this challenge and knew we could help with a solution. We meet directly with the customer to understand their highest priorities while staying within a budget to meet their ROI criteria. Their main concern was the safety of their personnel, but the company was also combatting the current labor shortages and could not hire enough people to meet their demands.
After understanding their needs and analyzing the twelve parts, we were able to provide a concept and quote for an automated solution. We had several conversations to ensure that their requirements were being appropriately addressed, which lead to a few revisions in the quote and preliminary concept. Once the customer was satisfied with our proposal, they placed their first order.
Since Pioneer Industrial Systems provides turnkey automation, our mechanical and electrical engineers got to work right away, finalizing the concept. The 3D model was given to the programming engineer to ensure that every part was able to access the various drilling, cutting, and tapping components and that there were no clearance issues. To best meet cycle time, and account for all the different process steps, it was decided that the robot would hold the part and present it to multiple tooling stations.
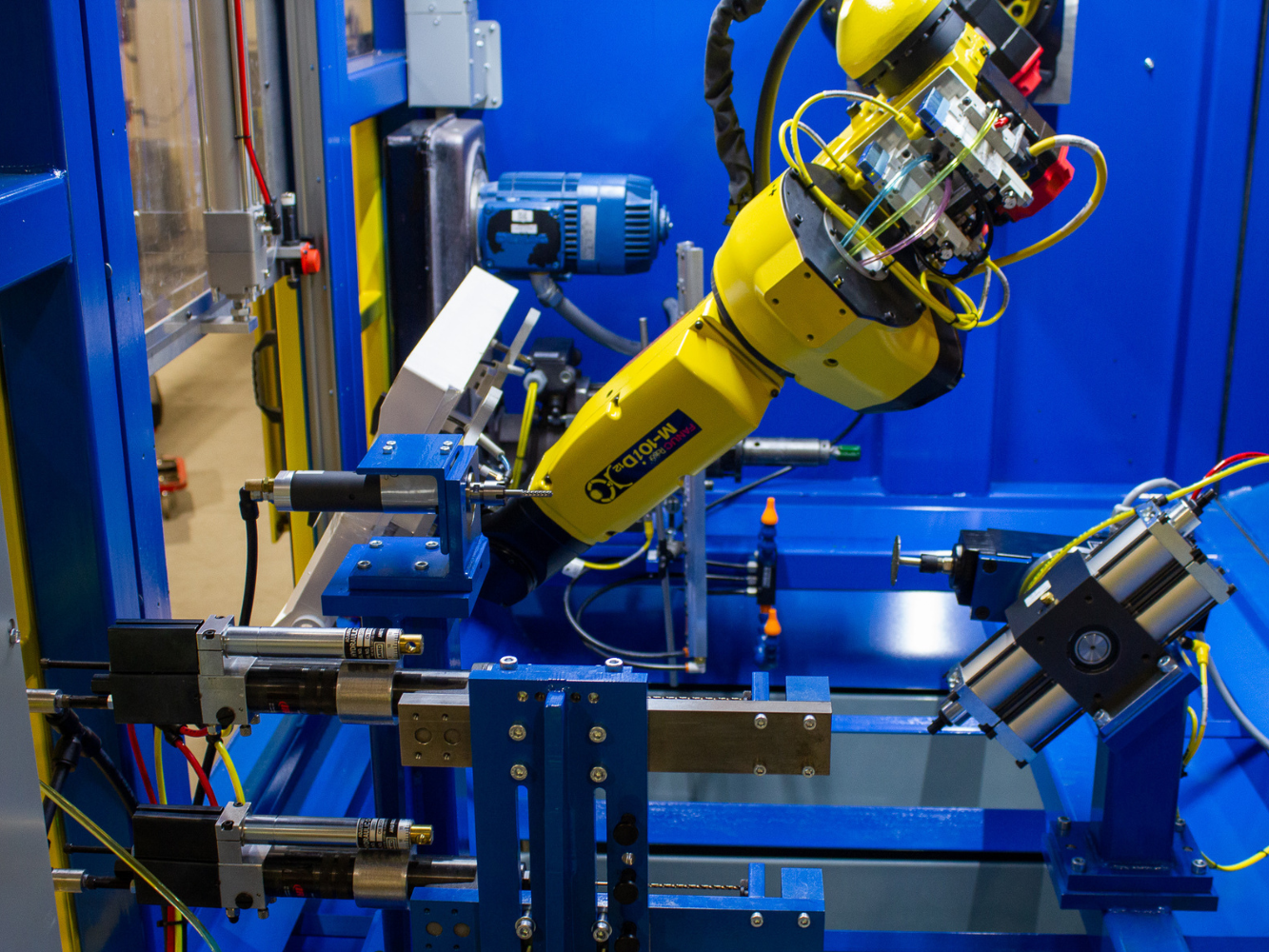
We wrote a detailed sequence of operations with the customer to ensure that everyone was on the same page. The operator places the molded part to be de-flashed into a locating fixture on an EOAT with clamps to hold it in place. The operator then clears the light curtain and initiates the cycle start. The FANUC M10iA robot moves the part through various stations to perform the secondary process. The completed molded part is presented to a series of laser sensors to poke yoke the part. It is then returned to the start position where it is unclamped, allowing the operator to unload the finished product and reload the next part.
Through our detailed robot simulation using FANUC’s RoboGuide software, it was determined that a FANUC M10iA 6axis Robot was the best option for speed, reach, and payload capacity. This simulation also gave us the insight to mount the robot horizontally to achieve optimal results.
To tackle the different configurations required to run twelve different parts, the robot’s end of arm tooling (EOAT) was a particular challenge. To keep the system simple, and in line with the budget, the best option was to provide multiple tools with easy swap mounts and part selection via the HMI screen.
To help contain the dust particles that made such a mess, and were harmful to the operators, an enclosure was designed to fully enclose the secondary operations. This enclosure was designed with an exhaust system to create a negative pressure to capture the dust. Large totes were positioned under the parts to collect the flash that was removed.
Inside this enclosure, multiple components were carefully mounted to complete this secondary process. These components included a high-speed grinder to remove flash on the outer edge of the part, an air motor with a burr tool to remove flash from the interior, two self-feed drills to drill holes, and an automatic tapping head.
Upon customer approval of all project mechanical and electrical design drawings, the material was ordered, and the build began on Pioneer’s shop floor. Once the cell assembly was completed, we received a large number of sample parts to ensure every part was able to run successfully. The customer then came to Pioneer for an on-site runoff. After the customer approval, the machine was shipped, and Pioneer’s technician went on-site to commission the equipment. The installation of the system took place during standard working hours and was fully integrated into the molding process within hours. The installation, integration, and commissioning were seamless since the system was fully operational and tested on Pioneer’s floor. Before leaving, Pioneer provided training for the customer’s various stakeholders, including engineering, maintenance, and the machine operators. A detailed machine manual was also given to the customer that included drawings, a spare parts list, detailed maintenance information, and more.
Outcomes of Success
The customer was able to address the entire family of twelve parts while solving multiple safety and ergonomics concerns plus achieve better quality and higher throughput. The safety issues were addressed by having the entire secondary process enclosed with an exhaust system to minimize the dust. The ergonomic concerns were solved by the FANUC M10iA robot, which performed all movement of the part. The better quality was attributed to the robot’s incredibly precise accuracy and repeatability and the poke yoke system. And the higher throughput was accomplished by having one operator perform the task in less time, compared to four operators.
By vastly improving air quality and the increased throughput and consistency of the parts, this was deemed a very successful project from the customer’s management team. This cell transformed a miserable process that none of the operators wanted to perform, into an automated cell that all the operators now want to run. To date, there have been four of these secondary deflash cells installed with minimal downtime, and the operators are waiting for their opportunity to operate the next one.

Automotive – Tier 1
General Industrial – Aerospace, Agriculture, Energy, Electronics
Request a Free Consultation Call
Contact us today to talk to an automation expert about your unique challenges. We take the time to listen and will help you to assess your options. From there, we’ll set up a free consultation to visit your operation and see your challenges first hand. There is never an obligation. We are just passionate about helping manufacturers solve their problems with robotics and automation.